Praxisbeispiele
Die folgenden Beispiele sollen Ihnen Einblick in unseren praktischen Alltag geben. Von der Auseinandersetzung mit der Aufgabenstellung bis zur individuellen Kundenlösung.
-
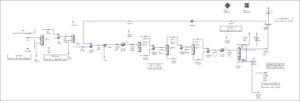
COD Prozess
Im Labor- bzw. Pilotanlagenmaßstab untersuchtes Verfahren zur reaktiven Umsetzung von Prozessströmen aus einer Raffinerie zu Diesel soll großtechnisch untersucht werden.
-
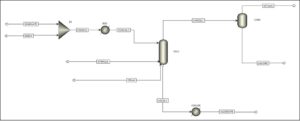
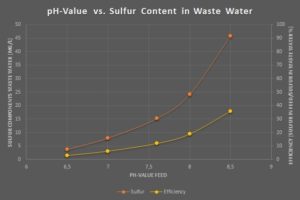
Abwasser Stripper
Abwasseraufbereitung mittels Stripper-Kolonne. Bestehendes System laut Kunde an Kapazitätsgrenze hinsichtlich Durchsatz und Grenzwerten.
-
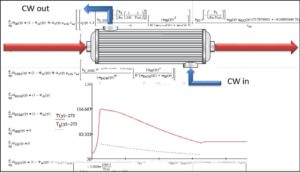
Rohrreaktor
Gekühlter Rohrreaktor für exotherme Reaktion. Überdurchschnittlich schnelle Alterung des Katalysators durch hohe thermische Belastung.